

Humidification and drying of sub-cotton air heating system
1. Heat exchanger (also called heat exchanger)
A heat exchanger is a device that exchanges heat between two fluids. When steam or organic heat carrier (HD series heat transfer oil) is used as the heat source to heat the air, a heat exchanger is required to transfer the heat energy generated by the heat source to the clean air.
Sub-cotton drying adopts fin heat exchanger. Fin heat exchangers are composed of several sets of seamless tubes and metal sheets on them. The seamless pipes are arranged in a zigzag shape, and each group can be composed of a single row of pipes or multiple rows of pipes and are fixed on the steel frame. Many metal sheets are regularly arranged on the zigzag-shaped seamless tube to increase the heat transfer area. Metal sheets are available in two forms: ribbed and extruded at one time. There is a certain gap between the metal sheets. The form of the metal sheets and the spacing between the metal sheets can be selected as needed. The dense arrangement of metal sheets can increase the heat transfer area and improve heat transfer efficiency, but it will also increase air flow resistance and reduce air flow. One end of the seamless pipe is connected to the steam inlet pipe or the heat transfer oil supply pipe, and the other end is connected to the steam outlet pipe or the heat transfer oil return pipe. One side of the heat exchanger is the air inlet, the other side is the output port after the air is heated, and the rest are closed.
The steam generated by the boiler or the heat transfer oil heated by the heating furnace enters the heat exchanger from the main pipe, passes through each group of seamless pipes, and then is combined and discharged. After the seamless pipe obtains heat energy, all the metal sheets are heated, the heat transfer area is significantly increased, and the temperature in the heat exchanger rises rapidly. The air to be heated is forced into the heat exchanger by the hot air blower and passes through cross-flow between several sets of seamless tubes and metal sheets (that is, the air flow direction and the hot fluid flow direction are perpendicular to each other). The heated air is output from the output port and enters the pipe. The advantages of using boiler steam as a heat source are safety and reliability, no pollution of cotton (no sparks or smoke in hot air), small investment, and low use cost. The disadvantage is that the thermal efficiency is low and it is difficult to obtain a higher steam temperature under lower working pressure.
The advantages of using heating furnace heat transfer oil as the heat source are that it is safe and reliable and does not pollute cotton; it can obtain a higher operating temperature under lower operating pressure; it can perform precise temperature adjustment; and it has high thermal efficiency. The disadvantage is that the investment is large.
2. Coal-fired hot blast stove
The furnace shell of the coal-fired hot blast stove is cylindrical and is installed in a standing position. There are mainly combustion grate, radiation heat exchange and convection heat exchange devices inside the furnace shell. The air inlet and outlet are located at the lower and upper parts of the furnace shell respectively.
Coal-fired hot blast stoves also need to be equipped with induced draft fans and smoke dust collectors.
The air is blown into the hot air furnace by the hot air blower. In the hot blast stove, the coal is fully burned, the temperature rises sharply, and the air is heated through radiation and convection. The heated air enters the pipe from the upper outlet of the hot blast stove. The flue gas produced by burning coal is discharged into the dust collector through the induced draft fan.
The advantages of the coal-fired hot blast stove are that it is safe and reliable, does not pollute cotton, has high thermal efficiency, and has low cost of use.
HY-F series coal-fired hot blast furnace is a new type of high-efficiency, energy-saving, low-pollution heat source equipment, as shown in Figure 7-2, which is widely used in Xinjiang and the mainland.
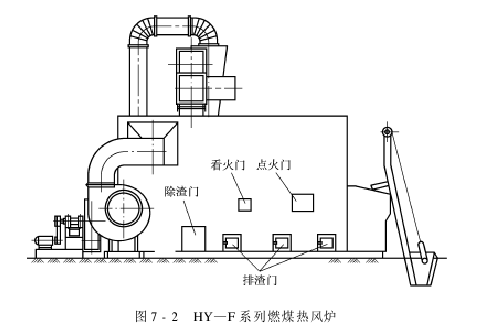
HY— F series coal-fired hot blast furnace consists of two parts: combustion chamber and fuel lifting mechanism.
The combustion chamber consists of the grate assembly, ignition area and combustion pressure. There are two types of grate mechanisms, one is the horizontal automatic reciprocating type, and the other is the chain grate circulating type. There is an air distribution chamber under the horizontal automatic reciprocating grate, and the air supply volume of each air chamber is adjusted with the provided air adjusting rod; a slag discharge door is provided on the side of the furnace body, and a slag removal door is provided at the rear end of the furnace body. The coal bunker is equipped with a gate to control the thickness of the coal seam. The combustion chamber is prefabricated with temperature-resistant materials, and an ignition door is provided on the left side of the combustion chamber. The fuel lifting mechanism is located in front of the furnace body and consists of a coal hopper car, a guide rail frame, a support platform, a lifting motor and a reduction gearbox (HY-F15 type does not have a fuel lifting mechanism). The hot air outlet of the heat exchanger is connected to the pipeline, and a bimetal thermometer and a thermocouple for measuring the temperature of the hot air are provided on the pipeline.
The electric control cabinet is equipped with a power switch to control the hoist, heat exchanger blower, induced draft fan, grate blower, grate coal feeding motor, electric push rod motor, and electrical instruments that display hot air temperature, etc.
The coal is delivered to the coal bunker through the coal bucket truck. The grate moves slowly from front to back. The coal is scraped with the grate into a coal seam of a certain thickness through the coal gate and enters the ignition area of the combustion chamber. Then it quickly ignites and burns. All the coal is burned. The required air is provided by each air chamber. The ash formed by combustion falls into the ash chamber at the rear.
Use the induced draft fan to evenly introduce the hot flue gas into the outer surface of the heat exchanger, heat the cold air blown into the inner wall channel of the heat exchanger, make it reach the required temperature, and transport it to the hot air outlet. After the flue gas is removed by the dust collector, it is sent to the underground smoke exhaust channel.
The main features of HY-F series coal-fired hot blast stoves:
(1) HY-F series hot blast stoves comply with the national machinery industry standard JB/T6672.1-2001.
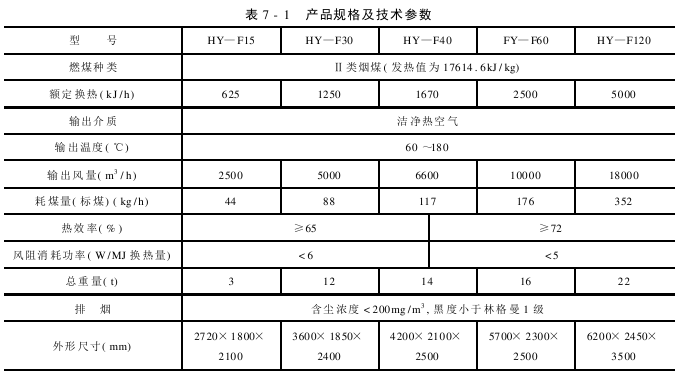
(2) The HY-F series hot blast stove is composed of a high-efficiency hot combustion chamber and a heat exchanger to ensure sufficient combustion, with a thermal efficiency greater than 72% and an output clean air temperature of 60 to 180°C.
(3) The exhaust gas symbol��National environmental protection standards.
(4) The heat exchanger adopts a suspended structure, which avoids the problem of open welding caused by thermal expansion; the heat exchange method adopts a combination of downstream and countercurrent, and is equipped with a cleaning door and a cleaning channel. Reasonable selection of heat-resistant steel and high-quality carbon steel can greatly extend the service life of the heat exchanger.
(5) Since the heat exchanger is closed, the output is clean hot air, the temperature accuracy is ±5°C, and the performance is stable.
(6) The electric control cabinet is equipped with two control modes: “manual” and “automatic”. High degree of automation, simple operation and convenient maintenance. The electric control cabinet is also equipped with a temperature measuring device, which can alarm for over-temperature.
(7) In order to ensure safe production, the following fire-fighting measures are taken: the flue gas emitted by the hot blast stove is introduced into the underground flue. The flue gas pipe is laid about 0.6m underground, and a water well is provided under the smoke exhaust pipe mouth. The water well and the flue gas channel are connected, and the length of the flue gas channel is not less than 20m. A cement cover is placed on the upper end of the smoke exhaust passage to prevent sparks from flying in the smoke.
See Table 7-1 for product specifications and technical parameters. The installed capacity and weight of the system will vary according to the heat supply and air supply temperature required by the user.
3. Electric heater
Electric heater uses special resistance strip steel as the heating element. Special resistance strips are set in three-phase groups.
Electric heaters can directly heat the air, so the thermal efficiency is very high. When the electric heater is working, there is no open flame in the special strip steel, so it is safe and reliable to use, and there is no smoke and dust, and it will not pollute the cotton. Electric heaters have a high degree of automation and precise temperature control, but the use cost of electric heaters is high.
4. Burner
A burner using diesel as a heat source generally consists of an ignition system, a combustion system, a combustion atomization system and an oil supply system. Figure 7-3 is a schematic diagram of its structure.
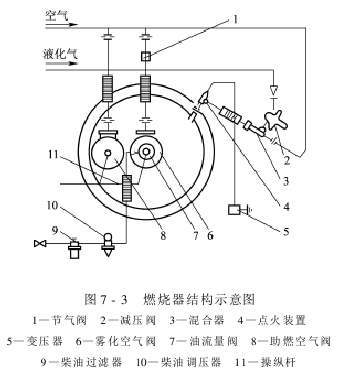
Ignition system Its main function is to use a high-voltage electric rod to ignite liquefied petroleum gas to provide a stable and long-lasting flame, and then use this flame to ignite diesel.
The ignition system consists of a fixed flame nozzle with stainless steel joints, air and LPG mixer, air cock, LPG pressure regulator and high-energy igniter.
The function of the combustion system is to provide a fully burned and stable flame for the heated air. The system mainly consists of nozzles, oil flow valves, atomization air valves, combustion air valves, ventilation chambers, combustion chambers, operating levers and pressure regulators. Full combustion and stable flame can be obtained by adjusting the atomization air valve and diesel pressure regulator. Generally speaking, the higher the oil pressure, the stronger the flame. Usually the oil inlet pressure of the oil nozzle is 98.2~147.3kPa. When the oil pressure is certain, the larger the atomization air valve is opened, the greater the air-to-oil flow ratio, and the weaker the flame.
The main function of the combustion atomization system is to send clean air into the oil nozzle to atomize the diesel fuel. At the same time, a part of the air is sent to the burner to assist combustion, so that the fuel can be fully burned. It also has the combustion-supporting function of igniting liquefied petroleum gas. The system mainly consists of a combustion fan, air filter, air duct, throttle valve, pressure gauge, combustion air valve and atomization air valve. For general light diesel, the fan pressure should be 6886~8612Pa, and for heavy diesel, the fan pressure should be greater than 10335Pa.
The main function of the fuel supply system is to provide clean and stable fuel with a certain pressure for the combustion system. The system mainly consists of an oil pump, diesel filter, one-way valve, relief valve, pressure regulator, pressure gauge, inlet and outlet oil pipes and overflow pipes. The oil pump is a CB-Bl type gear pump, with a flow rate of 1L/min and a pressure of 2.5×10 Pa.
The working principle of the burner is to allow clean diesel to pass through the fuel injector under the action of a high-pressure gear pump and a high-pressure combustion fan to generate high-pressure oil mist and spray it into the combustion chamber. After being ignited by the automatic ignition device, it undergoes careful Adjust it to fully burn, produce a stable high-temperature flame, and heat the air introduced into the ventilation chamber by the hot air blower. The burner can directly heat the air, so the thermal efficiency is very high.
But the burner has the disadvantages of being unsafe to use, easily contaminating cotton (because sparks easily enter the hot air duct, and when atomization and combustion are incomplete, oil droplets and smoke easily enter the hot air duct), and high cost of use.
The heat energy consumption of cotton drying is related to the air volume and temperature of the hot air. Under the condition that the initial temperature of the air is 21.1℃, the heat energy consumption can be checked from Figure 7-4.
The conversion of measurement units in Figure 7-4 is as follows:
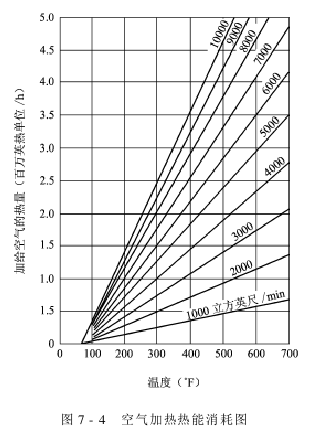
For example, if it is required to heat 15300m3 of air per hour (about 9000 cubic feet/min), the temperature of the heated air is 121℃ (about 250u). Looking at Figure 7-4, we can see that the consumption per hour The thermal energy is approximately 184.5MJ (approximately 1,750,000 British thermal units).
The hot air flow required for sub-cotton drying is related to the sub-cotton transport volume, sub-cotton transport mixing ratio and the type of dryer. The hot air temperature required for drying sub-cotton is related to the original moisture regain of sub-cotton and the type of dryer.
The heat energy consumption of cotton drying determines the equipment configuration and fuel consumption of the air heating system. For example, if 8 to 10 tons of cotton are processed per hour, the original moisture regain of the cotton is about 12%. If steam is used as the heat source, for a dryer with high drying efficiency, the steam consumed per hour will be within 1t, which can Configure a boiler with a working pressure of 392.8~785.6kPa and an evaporation capacity of 1t/h. For data such as combustion efficiency, combustion value, heating device capacity, etc., please refer to the relevant manuals and instructions.
AAAJYUIYFHGErelated. The hot air temperature required for drying sub-cotton is related to the original moisture regain of sub-cotton and the type of dryer.
The heat energy consumption of cotton drying determines the equipment configuration and fuel consumption of the air heating system. For example, if 8 to 10 tons of cotton are processed per hour, the original moisture regain of the cotton is about 12%. If steam is used as the heat source, for a dryer with high drying efficiency, the steam consumed per hour will be within 1t, which can Configure a boiler with a working pressure of 392.8~785.6kPa and an evaporation capacity of 1t/h. For data such as combustion efficiency, combustion value, heating device capacity, etc., please refer to the relevant manuals and instructions.
AAAJYUIYFHGE





